Corrective and Preventive Actions (CAPA) are integral components of an effective Quality Management System (QMS), especially for compliance with ISO 9001. This guide will help you understand CAPA in the context of ISO 9001, clear up common misunderstandings, and explain how to leverage the CAPA process to improve product quality, prevent risks, and achieve continuous process improvements.
What is CAPA? Understanding Corrective and Preventive Actions
In ISO 9001, CAPA refers to actions taken to address nonconformities in products or processes. These actions are designed to identify root causes, eliminate them, and ensure that problems do not recur in the future. CAPA consists of two main components:
- Corrective Action (CA): Actions taken to eliminate the root cause of a nonconformance, which has already occurred.
- Preventive Action (PA): Measures taken to identify and eliminate potential risks before they result in a nonconformance.
Key CAPA Terms:
- Nonconformance (NC): A failure to meet a specification, requirement, or standard.
- Risk-Based Thinking (RBT): A decision-making approach that helps prioritize CAPA actions based on their severity and probability of occurrence.
Common CAPA Misunderstandings: Corrections vs Corrective Actions
Many organizations mistakenly confuse corrections with corrective actions. Here’s the difference:
- Corrections: These are actions taken to fix an existing problem or defect in a product, such as reworking, repairing, or scrapping defective items.
- Corrective Actions (CAPA): These address the root cause of the issue within the process, ensuring that the problem does not recur.
Example: If a defective product is found during manufacturing, you might rework it (correction). However, to prevent future defects, you must analyze the process to identify why the defect occurred and implement a change (corrective action).
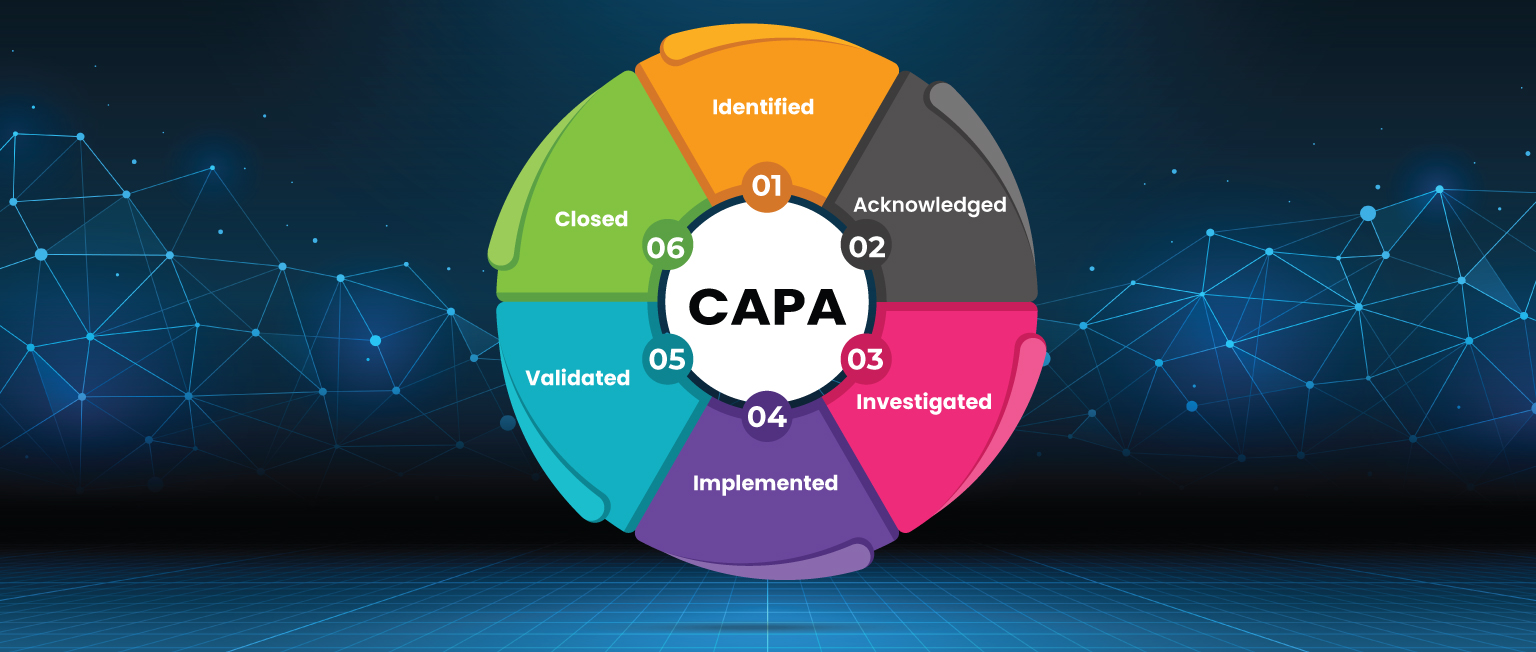
CAPA Workflow: Steps for Effective Corrective and Preventive Action
A structured CAPA workflow is critical to implementing effective corrective and preventive actions. Below are the essential steps involved in the CAPA process:
1. Identifying the Need for CAPA
Potential sources for CAPA candidates include:
- Product and process nonconformances
- Customer complaints and returns
- Audit findings
- Risk assessments
2. Risk-Based Evaluation of the Candidate
Once a nonconformance is identified, assess its severity and probability of occurrence using Risk Priority Number (RPN). This evaluation helps determine the priority of the corrective action.
- High RPN: Urgent action needed.
- Low RPN: Consider alternative containment actions or minor improvements.
3. Containment Actions
Implement temporary measures to prevent the nonconforming product from moving forward in the production process or reaching the customer. This step is part of the correction process.
4. Root Cause Analysis
Conduct a Root Cause Analysis (RCA) to uncover the underlying reasons for the nonconformance. Tools such as 5 Whys or Fishbone diagrams can help in identifying the root cause, contributing causes, and direct causes.
5. Solution Generation and Implementation
Develop and implement a solution that addresses the root cause. This might involve redesigning the process, changing procedures, or introducing new equipment or training.
6. Check for Effectiveness
Verify the success of the CAPA through effectiveness checks. This includes reassessing the Risk Priority Number (RPN) and testing the new process to ensure that the issue is resolved and that recurrence is prevented.
7. Documentation and Communication
Document every step of the CAPA process, including root cause analysis, solution implementation, and effectiveness verification. Ensure that affected personnel are trained on the new processes, and update relevant QMS documents.
The Importance of Root Cause Analysis in CAPA
Root Cause Analysis (RCA) is crucial to the success of the CAPA process. By identifying the true root cause of a nonconformance, you ensure that corrective actions are effective and that the problem is prevented from recurring. Common methods used for root cause analysis include:
- 5 Whys
- Fishbone diagram (Ishikawa diagram)
- Failure Mode and Effect Analysis (FMEA)
A good RCA uncovers direct, contributing, and root causes, leading to more robust corrective actions.
Risk-Based Thinking (RBT) in CAPA
Incorporating Risk-Based Thinking (RBT) into your CAPA process helps prioritize actions based on their potential impact. RBT encourages organizations to focus their resources on solving high-priority problems that pose significant risks to product quality or safety. By conducting a Risk Assessment, organizations can decide whether to apply corrective actions or implement preventive measures proactively.
Risk Priority Number (RPN) is a widely used metric for evaluating risk. The formula for calculating RPN involves three factors:
- Severity (S): How serious the problem is.
- Occurrence (O): The likelihood of the problem occurring.
- Detection (D): We are trying to estimate the full negative impact of a failure. For the “Detection” aspect, we need to measure the “Difficulty of Detection,” which is the inverse of the Likelihood. In simpler terms, the harder it is to detect a problem, the higher the impact of a failure.
For example, imagine a gas leak in a kitchen with a natural gas stove. Natural gas has a strong odor added to it, so it’s easier to detect a leak. Even if the severity (how bad the leak could be) and occurrence (how likely it is to happen) are high, the impact of the failure is lower because the leak is easy to detect.
RPN = S × O × D
An RPN score allows you to focus on issues with the highest risk.
Best Practices for CAPA Implementation
To ensure the success of your CAPA process, follow these best practices:
- Be Disciplined: The CAPA process requires a structured and disciplined approach. Avoid rushing through it just to pass an audit.
- Don’t Overload the System: Not all nonconformances need a CAPA. Evaluate each situation based on risk and impact.
- Root Cause is Key: A thorough Root Cause Analysis (RCA) is essential to solving the problem at its source.
- Check Effectiveness: Don’t just implement corrective actions—verify that they work.
- Update the QMS: As processes change, update your QMS documentation to reflect the new procedures and controls.
- Train Employees: Ensure that everyone involved understands the new processes and is properly trained to follow them.
CAPA Compliance and ISO 9001
Implementing an effective CAPA system is not just about compliance; it’s about driving continual improvement. Organizations that fail to implement a CAPA process risk noncompliance with ISO 9001, which could result in audit findings or worse, product quality issues and customer dissatisfaction.
ISO 9001 and CAPA Requirements:
ISO 9001 requires organizations to have procedures for identifying and correcting nonconformances, along with taking actions to prevent future issues. A robust CAPA system helps meet these requirements by addressing both corrective and preventive actions.
Common CAPA Mistakes to Avoid
- Lack of Proper Root Cause Analysis: Failing to investigate the root cause thoroughly can lead to ineffective solutions.
- Ignoring the Effectiveness Check: Always verify that the solution works before considering the issue resolved.
- Overcomplicating the Process: Don’t apply CAPA unnecessarily. Focus on high-risk nonconformances that require genuine process changes.
- Failing to Update the QMS: Your QMS should evolve based on the improvements made through the CAPA process.
- Not Training Staff: Ensure your employees are well-trained in any new processes or procedures that result from CAPA.
Leveraging CAPA for Continuous Improvement
The Corrective and Preventive Action (CAPA) process helps organizations resolve current issues and prevent future ones, improving product quality, ensuring ISO 9001 compliance, and fostering continuous improvement.
With the right approach, CAPA drives operational efficiency, reduces risks, and enhances customer satisfaction. CAPA software makes this process even more effective by automating workflows, centralizing data, and providing insights. It helps organizations streamline the CAPA process, track corrective actions, and make data-driven decisions to prevent future problems—saving time and improving overall quality management.